
Antecedente: Durante los análisis realizados al aceite de lubricación de la Turbina ST1, se detectaron niveles elevados de contaminación por partículas (código ISO 4406) y un 48% de presencia de barnices, afectando la eficiencia del sistema.
Remoción de barnices
en turbina ST1
Antecedentes
Durante los análisis realizados al aceite de lubricación de la Turbina ST1, se detectaron niveles elevados de contaminación por partículas (código ISO 4406) y un 48% de presencia de barnices, afectando la eficiencia del sistema.
Desafío
- Reducción de los niveles de barnices en el aceite lubricante.
- Disminución del riesgo de fallas en la turbina debido a la contaminación del lubricante.
- Optimización del desempeño del sistema y prolongación de la vida útil del aceite ISO 32.
Solución técnica
Implementación del servicio de remoción de barnices con el equipo Sentry Turbina ST1, con las siguientes acciones clave:
- Ingreso y preparación del equipo: Gestión de permisos y montaje seguro.
- Instalación de accesorios hidráulicos: Conexión segura en puntos de toma y descarga de aceite.
- Monitoreo y toma de muestras: Seguimiento semanal con Oil CMS de ATTEN 2.
Características del equipo:
- Caudal: 6 gpm
- Presión máxima: 80 psi
- Temperatura máxima: 75 °C
- Filtración particulada: Athalon (12 y 25 micras) con eficiencia Beta 2000
- Procesamiento de 4000 galones de lubricante ISO 32.

Figura 1: Equipo Sentry para remoción de Barnices /Partículas
Resultados
- Reducción efectiva de barnices: En 20 días de operación, los niveles de barniz disminuyeron significativamente.
- Optimización del lubricante: Mejora en la calidad del aceite ISO 32, prolongando su vida útil y reduciendo costos de mantenimiento.
- Mayor confiabilidad del sistema: Reducción del riesgo de fallos en la turbina por contaminación.
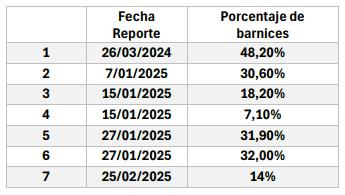
Tabla No 1 Registro de muestras porcentaje de barnices
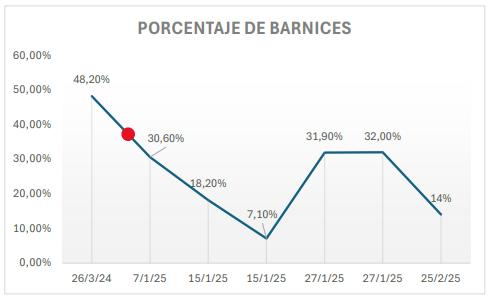
Grafica 1: Porcentaje de Barnices Nota: Fecha de Inicio de Servicio 18/12/24
Beneficios clave
- Monitoreo continuo: Se recomienda realizar análisis mensuales para evaluar el estado del lubricante.
- Control proactivo de contaminantes: Implementar estrategias de filtración preventiva.
- Optimización en tiempo real: Se sugiere la instalación de un sistema de monitoreo remoto para evaluar códigos ISO, humedad, viscosidad y degradación del aceite en tiempo real.
- Mejor rendimiento operativo y ahorro económico a través de un mantenimiento adecuado y monitoreo continuo.
Explora más casos de éxito de Ramguz









Tenemos soluciones para operaciones industriales